安徽塑胶模具电镀制造商
发布时间:2022-09-25 01:47:13
安徽塑胶模具电镀制造商
电镀模具注射吹塑中空成型的优点是型坯的壁厚均匀、无飞边,由于注射型坯有底面,因此中空制品的底部不会产生拼和缝,不仅美观而且强度高。缺点是所用的成型设备和模具价格贵,故这种成型方法多用于小型中空制品的大批量生产上,在使用上没有挤出吹塑中空成型方法广泛。

安徽塑胶模具电镀制造商
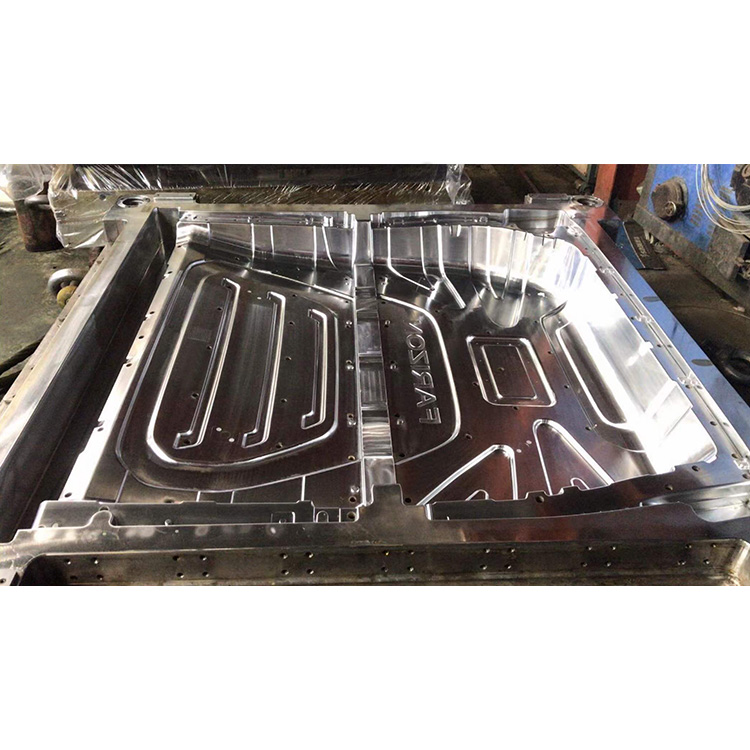
硬铬电镀是改善模具的表面光亮、硬度,使其表面光滑亮丽,耐腐蚀、耐高温、抗磨损、防生锈、易脱模、不粘模等功效,经我公司处理的模具,模具可耐高温600-800摄氏度、可达60-65HRC(硬度)光洁度可达GB1031-63-n14标准。在正常保养使用的情况下不易损坏、破裂、脱铬。从而延长使用寿命、提高品质、降低材料成本、提高生产效率。另外可镀光面、亚光面。

安徽塑胶模具电镀制造商
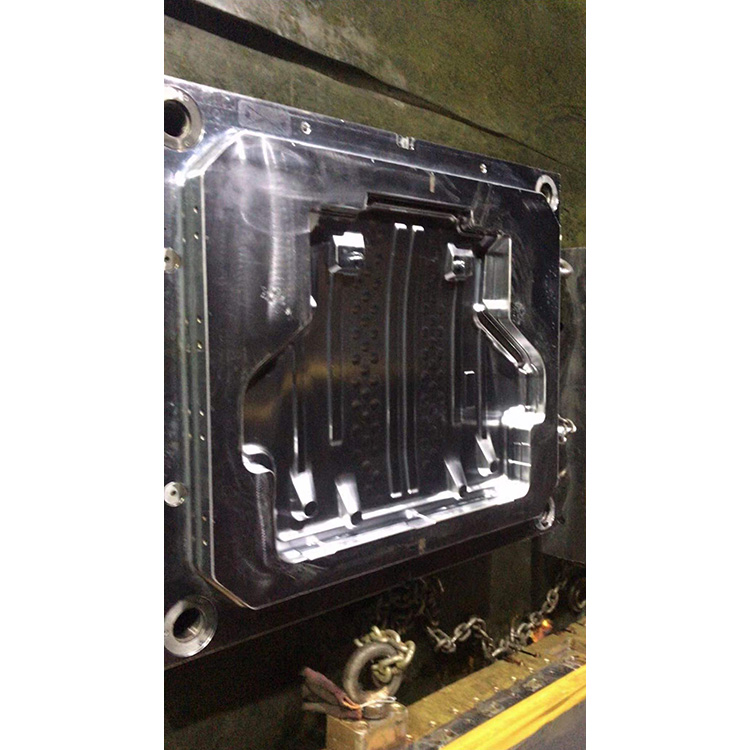
电镀模具的中空成型:是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯材膨胀并贴于模具型腔壁面上,待冷却定型后脱模,即得所需中空制品的一种加工方法。适合中空成型的塑料为高压聚乙烯、低压聚乙烯、硬聚氯乙烯、软聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根据型坯成型方法的不同,中空成型主要分为挤出吹塑中空成型和注射吹塑中空成型两种。挤出吹塑中空成型的优点是挤出机与挤出吹塑模的结构简单,缺点是型坯的壁厚不一致,容易造成塑料制品的壁厚不匀。

安徽塑胶模具电镀制造商
塑胶模具电镀的塑件上尽量削减凹槽和杰出部位。由于在电镀时深凹部位易露塑,而杰出部位易镀焦。凹槽深度不宜超越槽宽的1/3,底部应呈圆弧。有格栅时,孔宽应等于梁宽,并小于厚度的1/2。塑胶模具电镀的镀件上应描绘有满足的装挂方位,与挂具的接触面应比金属件大2~3倍。塑件的描绘要使制件在沉陷时易于脱模,不然强行脱模时会拉伤或扭伤镀件外表,或形成塑件内应力而影响镀层结合力。当需求滚花时,滚花方向应与脱模方向共同且成直线式.滚花条纹与条纹的间隔应尽量大一些。
安徽塑胶模具电镀制造商
随着阴极电流密度的增大,阴极的极化作用也随之增大(极化数值的增加量取决于各种不同的电镀溶液),镀层结晶也随之变得细致紧密;但是阴极上的电流密度不能过大,不能超过允许的上限值(不同的电镀溶液在不同工艺条件下有着不同的阴极电流密度的上限值),超过允许的上限值以后,由于阴极附近严重缺乏金属离子的缘故,在阴极的尖端和凸出处会产生形状如树枝的金属镀层、或者在整个阴极表面上产生形状如海绵的疏松镀层。在生产中经常遇到的是在零件的尖角和边缘处容易发生“烧焦”现象,严重时会形成树枝状结晶或者是海绵状镀层。
安徽塑胶模具电镀制造商
模具电镀其实光亮的模具未必就光滑,它与热注塑件的摩擦力实际还是非常大的。通常,生产透明件时都不允许喷打脱模剂,因此热注塑件感覮就像粘在模具上一样,且模具生产的时间越长,这种感覮就越严重。因为在制造模具时浸在模具金属表面内的油渍会越来越少,注塑件留下的胶渍也会越来越多,因而摩擦力变得越来越大,拖花问题就这样产生了。如果模具出模斜度不足,就更加容易造成注塑件的拖花。